| 产品参数 | |
|---|---|
| 产品价格 | 60/米 |
| 发货期限 | 3-5天 |
| 供货总量 | 898868 |
| 运费说明 | 电议 |
| 材质 | 不锈钢,碳钢,锌钢 |
| 类型 | 护栏 |
| 产地 | 山东聊城 |
| 厂家 | 路桥达 |
| 图纸订做 | 是 |
| 范围 | 护栏不锈钢栏杆供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 贵池区、东至县、石台县、青阳县等区域。 |


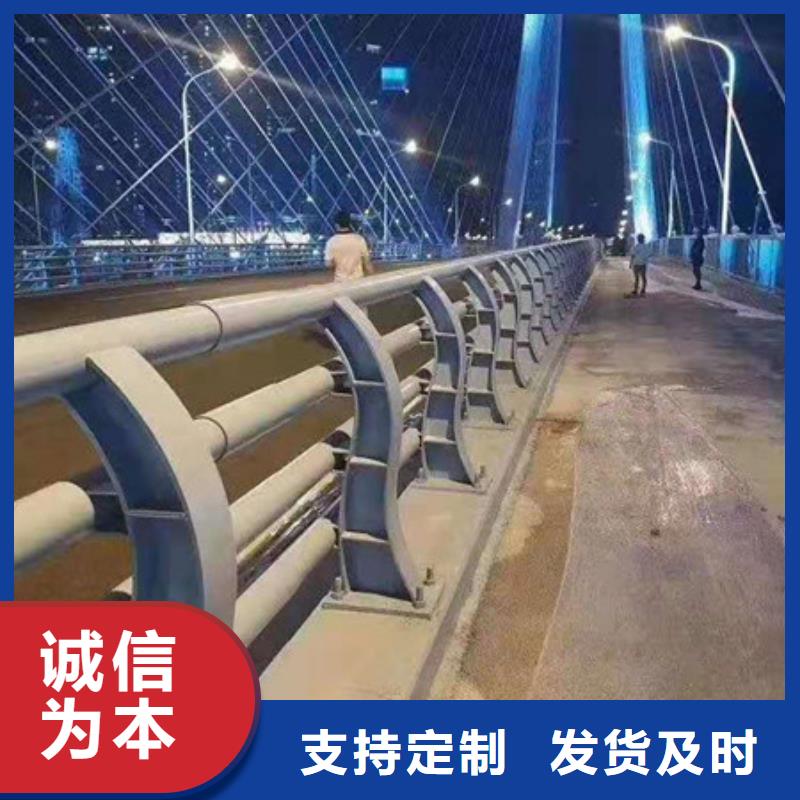
不锈钢复合管的焊接要点及注意事项
1.应采用具有垂直外部特性的电源,DC应采用正极性(焊丝连接负极)。
2.桥梁防撞护栏采用氩弧焊焊接,具有焊缝成形美观、焊接变形小的特点。
3.保护气体是纯度为99%的氩气。当焊接电流为50-50 A时,氩气流速为8-0 L/min,当电流为50-250 A时,氩气流速为2-5 L/min。
4.钨电极从气体喷嘴伸出的长度好为4-5~6mm,在角焊等屏蔽不良的地方为2-3 mm,在深槽的地方为5-6 mm,从喷嘴到工件的距离一般不超过5mm。
5.为了防止焊接气孔、任何铁锈、油污等的发生。焊接上的零件必须清理干净。
6.焊接普通钢时,焊接电弧长度宜为2 ~ 4毫米,焊接不锈钢时,焊接电弧长度宜为3毫米。如果太长,保护效果不好。
7.打底时,为了防止底部焊道的背面被氧化,背面也需要用气体保护。
8.为了用氩气很好地保护焊池,便于焊接操作,钨极中心线与焊接位置的工件一般应保持80 ~ 85度角,填充丝与工件表面的夹角应尽可能小,一般为0度左右。
9.防风和通风。有风的地方,请采取措施堵塞网,并在室内采取适当的通风措施。



10多年来,达桥梁护栏不锈钢复合管护栏厂(池州市分公司)一路走来,风雨兼程,有成功也有挫折;未来的日子,我们誓写历史新篇章,与您共创快乐生活!公司理念:以市场需求为导向,以 天桥护栏产品质量为中心;传播快乐,未来。经营方针:诚信是资本,质量是生命,创新是动力。企业精神:创新、团结、拼搏。


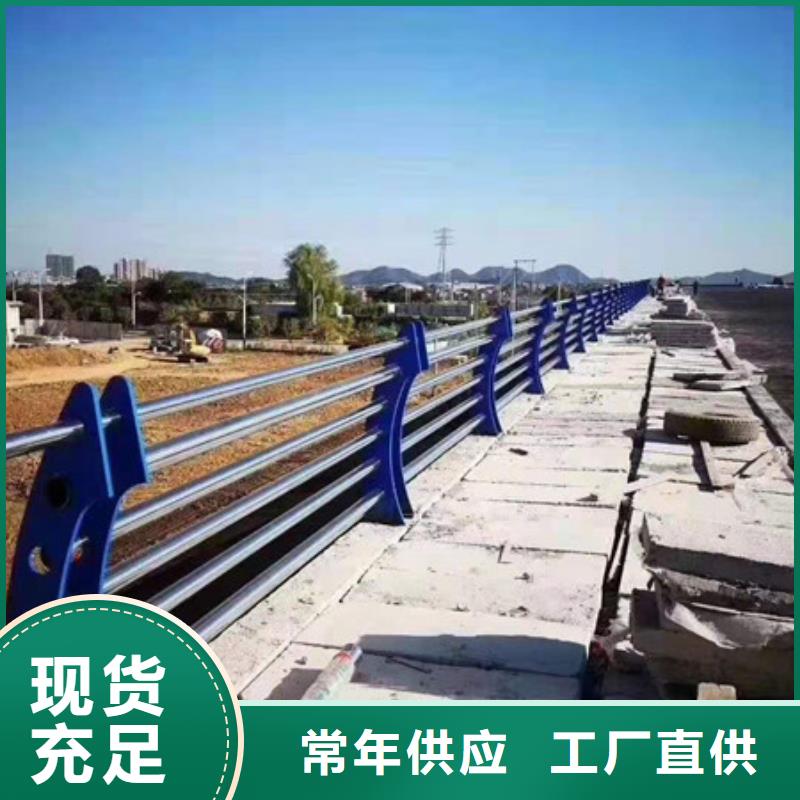
道路防撞护栏钢质和轧制过程通过一系列连续的孔型变形,孔型是由一对(或更多)轧辊车出的槽组成。钢带(轧件)通过孔型变形为一定的形状。成型为管筒状。对于这一个系列的孔型形状和尺寸的选择、计算和确定,并终绘制成轧辊图的整个过程叫做孔型设计。
对焊管轧辊孔型设计的基本要求是1以少的道次(即短的变形区长度)完成整个成型变形过程;2成型时产生的边缘延伸尽可能小,不致产生鼓包和褶皱;3边缘得到充分的变形,管筒对缝处没有尖嘴形;4钢带在孔型中成型稳定;5变形均匀,轧辊磨损小且均匀;6能量消耗小;7能保证焊管尺寸规格和表面质量符合标准要求;8轧辊加工方便,制造容易,孔型设计能与加加工相结合;9孔型设计具有规范化和标准化特点,能适合同种类型机组的同种规格产品;10能利用电子计算机进行辅助设计(CA D分层是由钢锭的缩孔缺陷造成的有缩孔的钢锭轧成钢带后断面中间形成分层。宽板卷的内部分层经纵剪后在带钢边缘部可以暴露出来,但也不容易发现。分层缺陷在成型焊接过程中会明显暴露出来,造成纵向大裂缝,甚至不能焊接。用超声波探伤可以检查出分层缺陷。影响道路防撞护栏质量的因素有两大类:钢质和轧制过程诸因素。



桥梁防撞护栏的焊接要点
高频脉冲氩弧焊机用于焊接。气体保护措施与纯不锈钢焊接相同。钨极焊条焊针采用ф1.6毫米,焊丝采用ф0.8 ~ф1.2毫米,牌号为HOCr2NN(即304焊丝)。点焊时焊接电流可略大于40 ~ 50a,连续焊接时可大于20 ~ 40a。焊接速度一般为15 ~ 25厘米/分钟。
2.打磨对接焊缝两端的斜面。
3.使用低电压和低电流(20A~30A)并调节氩气至约0.5兆帕,填充并焊接复合管的接头。对于需要通过焊接的复合管,采用两次焊接方法,先焊接内碳钢管,再焊接表面不锈钢层(两次焊接均采用氩弧焊)。在焊接过程中,如果发现穿孔和咬边等缺陷,则表明电流大且可调。如果管道没有完全焊接,电流很小,可以适当增加。其他焊接方法如“↓”型或“↓”型类似于纯不锈钢焊接,主要是坡口匹配要合适,不能太大,间隙一般在1毫米以内。
4.桥梁防撞护栏焊接后,先用砂轮打磨,再用80 ~ 320目砂轮打磨。如有必要,用布轮和蜡抛光。由于复合管表面的不锈钢壁厚约为0.3 ~ 0.6毫米,应注意不要过度研磨,否则不锈钢表面容易磨损,露出钢管,需要维修,增加工作量。在施工前,可以切割一小段试焊。熟悉它的工人,在焊接纯不锈钢薄壁管方面有更多的经验,一般能在半天内掌握焊接要领。

名片")